

探讨高速振镜在激光加工中的应用
发布时间:2024-08-22 16:37:44 浏览:15次 责任编辑:2024新奥免费领取资料
激光振镜扫描功能在各类激光加工工艺中广泛应用,主要是为了应对待加工幅面过大时,激光头和工件又被客观限制移动,不能达到拼焊效果,激光高速振镜则可以加大单点激光的可扫描范围,从而加大作业幅面。本次我们来探讨一下振镜的工作原理以及应用。
振镜的基本原理是:输入一个位置信号,摆动电机(激光振镜)就会按一定电压与角度的转换比例摆动一定角度。整个过程采用闭环反馈控制,由位置传感器、误差放大器、功率放大器、位置区分器、电流积分器等五大控制电路共同作用。而数字激光振镜的原理则是在模拟激光振镜的原理上将模拟信号转换成数字信号。
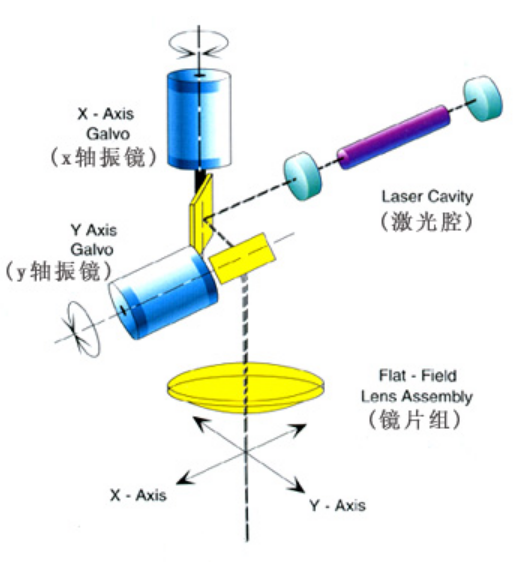
当激光束射入到两片反射镜 (扫描镜)上,用计算机控制反射镜的反射角度,这两个反射镜可分别沿 X、 Y 轴扫描,从而达到激光束的偏转,使具有一定功率密度的激光聚焦点在打标材料上按所需的要求运动,从而在材料表面上留下永久的标记, 聚焦的光斑可以是圆形或矩形。在振镜扫描系统中,可以采用矢量图形及文字,这种方法采用了计算机中图形软件对图形的处理方式,具有作图效率高,图形精度好,无失真等特点,极大的提高了激光打标的质量和速度。
1998年,振镜式扫描系统在中国的大规模应用开始到来。它的设计思路完全沿袭电流表的设计方法,镜片取代了表针, 而探头的信号由计算机控制的 -5V--5V 或-10V--+10V 的直流信号取代,以完成预定的动作。同转镜式扫描系统相同,这种典型的控制系统采用了一对折返镜,不同的是,驱动这套镜片的步进电机被伺服电机所取代,在这套控制系统中,位置传感器的使用和负反馈回路的设计思路进一步保证了系统的精度,整个系统的扫描速度和重复定位精度达到一个新的水平。
振镜在激光打标行业的应用:振镜扫描式打标头主要由振镜扫描式打标头主要由 XY 扫描镜、场镜、振镜及计算机控制的打标软件等构成。根据激光波长的不同选用相应的光学元器件。相关的选件还包括激光扩束镜、激光器等。
振镜扫描系统在激光锡焊领域的应用:与打标应用中的振镜工作原理相同,通过X、Y轴两片振镜的角度偏转,将激光光束透过扩束镜片反射至加工面上,振镜反射激光至加工面上的范围为振镜扫描范围,在此加工范围内的焊点,激光光斑均可有效加热,可以不依靠于二维移动平台来实现不同焊点需要的激光光斑移动。因为振镜偏转速度非常快,各种焊点间的激光光斑移动也是非常快速的,远超常规的二维移动轴的移动速度。在预涂锡膏的前提下,这种高速移动激光光斑的功能,可以大大提高焊接速度。
目前我公司已有成熟的配备高速振镜扫描功能的激光锡膏设备,当工件需要焊接点位排布幅面过大时,或者工件及焊接头要尽量减少移动保持稳定性时,激光高速振镜可加大激光焊接作业幅面,减少运动轴且不会增加设备占地面积或体积。


 QQ咨询
QQ咨询
 在线客服
在线客服